扣压范围6-51
机器扣压力4600KN
电机功率3 KW(220V/380V电源可选)
油泵排量10 ml/rad (380V)
整机重量230kg
服务地区全国
是否定制是
运输方式物流
手动扣压机与自动扣压机工作原理的区别
扣压机是有油泵在电机驱动下,输出液压油,扣压油缸内的活塞向前推动,使活塞、前端盖上的两个滑动面对称径向收缩,实现模块对胶管的扣压。
手动扣压机是由压力表和手动控制阀组成,在对接头与油管、胶管扣压是主要通过看压力表来判断胶管总成扣压成型的质量好坏。
自动扣压机在扣压管件时是通过机械游标千分尺和电气系统控制,换好模具调试尺寸,然后通过按钮自动完成扣压,自动张开模具,省时省力。
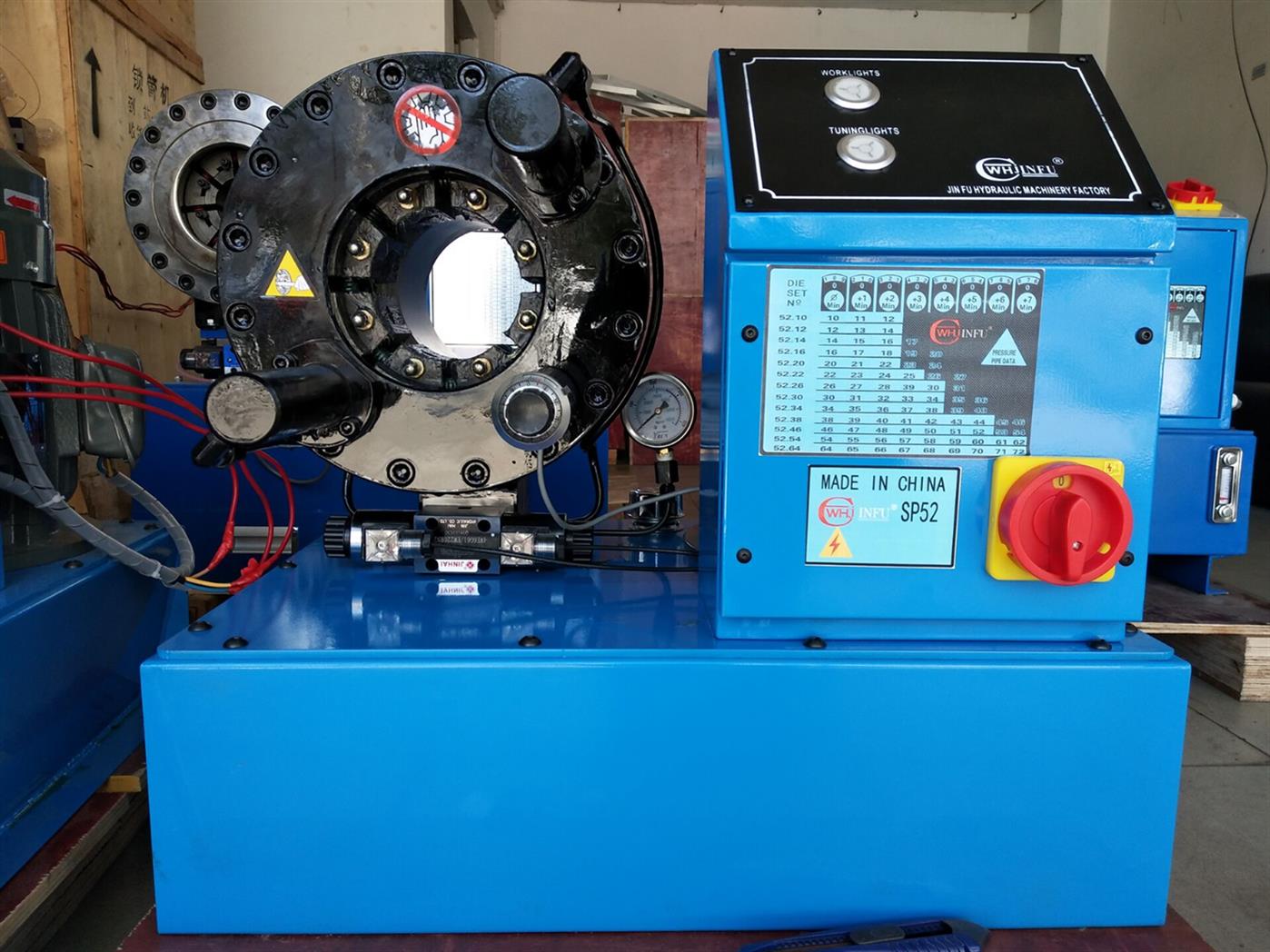
主要技术参数
扣压范围:Φ6—Φ51mm
机器扣压力:4600KN
标尺精度:正负0.02mm
额定压力:25 MPa
电机功率:3 KW(220V/380V电源可选)
油泵排量:10 ml/rad (380V)
整机重量:230kg
随机模具:十套(模具可以根据客户产品需要订制)
外形尺寸:660(L)×430 (W)×680 (H)mm

东莞市宏帆液压机械有限公司教您如何调高胶管扣压机的扣压效率和精度
经过研发人员多年研究通过改变型方式,研制生产新一代全自动胶管扣压机,通过活塞的进退及模具的张口和收缩运动依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头,终达到成型要求。
通过此次创新,真正意义上实现了全自动扣压机扣压速度快,精度高的问题。实现设备结构紧凑、装配工艺合理,一机多功能,可完成低压油管、气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油管,以及建筑配件、日用热水气管的扣压,为使用者提供了更多原料来源和产品的多样性,满足各种用户的需求。

扣压机出现故障如何自己维修
1.电动扣压机研制设计中的问题
扣压机存在弯管截面变形率不符合国标,弯管角度补偿难以控制,链条的使用寿命不够,控制电路容易损坏等问题。这些属于设计的问题,针对薄弱环节采取有限元技术分析,对参数优化设计,可得出理想的结果。对控制电路容易损坏问题,在振动测试,温度测试,功能测试,寿命测试的基础上,筛选出合格匹配的元件,优化参数。
2.扣压机支撑辊轮在弯管过程中前后摆动
钢管与水平面的夹角通常设计为零,由于加工制造误差及弯管过程中的各种弹性变形,夹角不可能为理想中的零,当弯管向前运动时,支撑辊轮向前变形,夹角也会随之。钢管弯制程中前倾或后倾时,造成弯管支撑辊轮在工作过程中前后摆动。提高支撑辊轮的刚性及保证辊轮润滑,可以使摆动趋近于零。
3.噪声与共鸣
噪声影响用户使用弯管设备的舒适度,是衡量缩管机质量的重要指标。国内大功率缩管机的噪声一般在80dB以上,尤其在温度较低的场所,不仅噪声大,而且有共鸣现象。国外大功率缩管机的噪声一般在76dB以下。
缩管机机架是焊接而成的箱体结构,类似于音箱,对于噪声有放大作用。同时在温度较低的场所,由于润滑油脂的黏度,密封圈收缩等而使运动阻力,进一步加剧了噪声的产生。机架焊接过程中一定要确保焊接件质量,减小焊接变形,增加合适的加强筋,使音箱效应难以形成。同时,使用耐低温的润滑油脂和密封圈,可减小噪声。
总之,液压扣压机研制过程中应该多试验,多进行现场测试,注重细节。

扣压机规程
1、操作人员必须按工艺规程操作。
2、机器停止使用后,必须切断电源。
3、调换模具时,一定在停机后进行。
4、模具座与模具结合面应保持清洁,不得有金属屑等硬物。
5、开机前在模座斜面上注入润滑油。
6、在装模块前必须拧紧定位螺丝。
7、调压阀必须调整在规定压力下。
8、工作时严禁将手伸入内部。
9、检修电器部分时必须遵守电工安全规章
http://hfkouyaji.cn.b2b168.com