扣压范围Φ6—Φ64mm
电机功率3 .7KW(220V/380V电源可选)
整机重量320kg
随机模具十三套
服务地区全国
运输方式物流
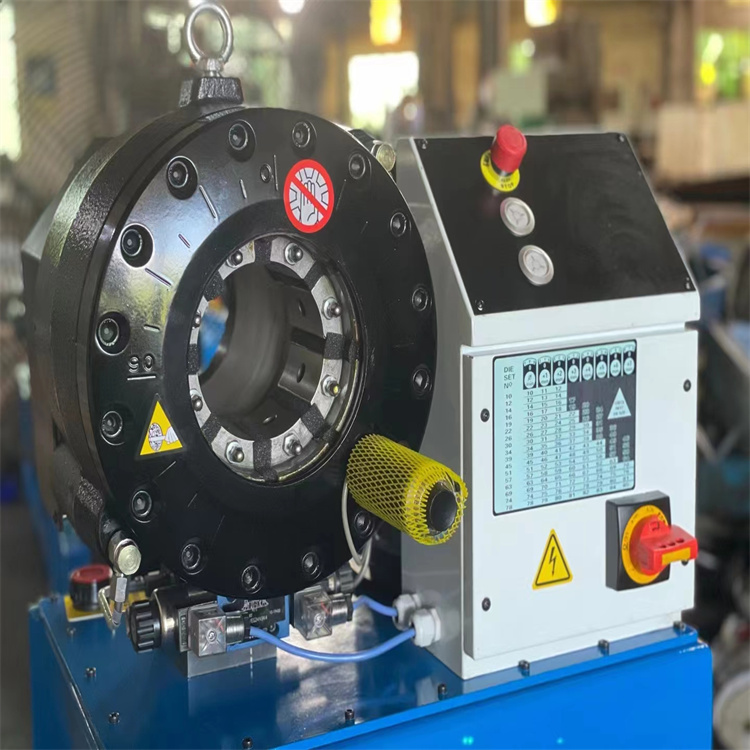
HF-20型扣压机主要用于对机械工程中高压胶管总成的扣压加工,也适用于各类气管、水管、电缆接头、汽车空调管、汽车动力转向管、机油管、汽油供油管,以及建筑配件、日用热水气管的扣压,广泛用于车辆、工程机械、液压机械、焊割设备等行业。
扣压机为进口芬保P20机型,质量稳定,使用寿命长,外形小巧轻便,力量大、噪声低、易操作。扣压量由标尺精密调节。
复合双斜面八瓣模座配以高精度导向装置,使扣压后的管箍等分更加均匀美观。
主要技术参数
扣压范围:Φ6—Φ51mm
扣压力:3600KN
标尺精度:正负0.02mm
额定压力:25 MPa
电机功率:3 KW(220V/380V电源可选)
油泵排量:5ml/rad (380V)
整机重量:220kg
随机模具:十套(模具可以根据客户产品需要订制)
外形尺寸:620(L)×430 (W)×600 (H)mm

安装使用
1、添加长城牌46#抗磨液压油约50L,按机器要求接好电源,使电机旋向与电机上的旋向标志一致,并作接地保护。
2、HF-20型扣压机装夹微调开关线接头插到电器控制箱左手边对应的插孔位置,微调开关扭到机头法兰盘对应位置扭紧即可,标尺用于调整扣压量的大小。顺时针调整扣压量减小,逆时针调整扣压量。
3、将标尺主尺旋至副尺0线以内,开机试运行,观察各动作是否正常。
4、 压力调整
扣压压力与开模压力由集成块后面的两个内六角**丝调整,顺时针调整压力增加,
逆时针调整压力减小(出厂时压力已调好,用户不要随意调整)。
5、 操作
根据所扣压胶管的规格,按锁管技术参数参考表选择合适的模具安装到模座上,
并按表中数据调整好标尺位置即可锁管。锁管结束后,用卡尺测量扣压后管套外径尺寸是否符合参数参考表数据,
如不符,则精调标尺,直至符合要求为止。因管套的生产厂家不同,其具体尺寸、材质、硬度等不尽相同,
这些因素都会对锁管结果造成不同程度的影响,因此,表中数据仅供参考,详细数据以压力试验为依据。
6、购买HF-20型扣压机本公司承诺
从购买之日起壹年内,对机器发生的故障免费保修。
压管机主要技术参数
扣压范围:Φ6—Φ51mm
扣压力:3600KN
标尺精度:正负0.02mm
额定压力:25 MPa
电机功率:3 KW(220V/380V电源可选)
油泵排量:5ml/rad (380V)
整机重量:220kg
随机模具:十套(模具可以根据客户产品需要订制)
外形尺寸:620(L)×430 (W)×600 (H)mm
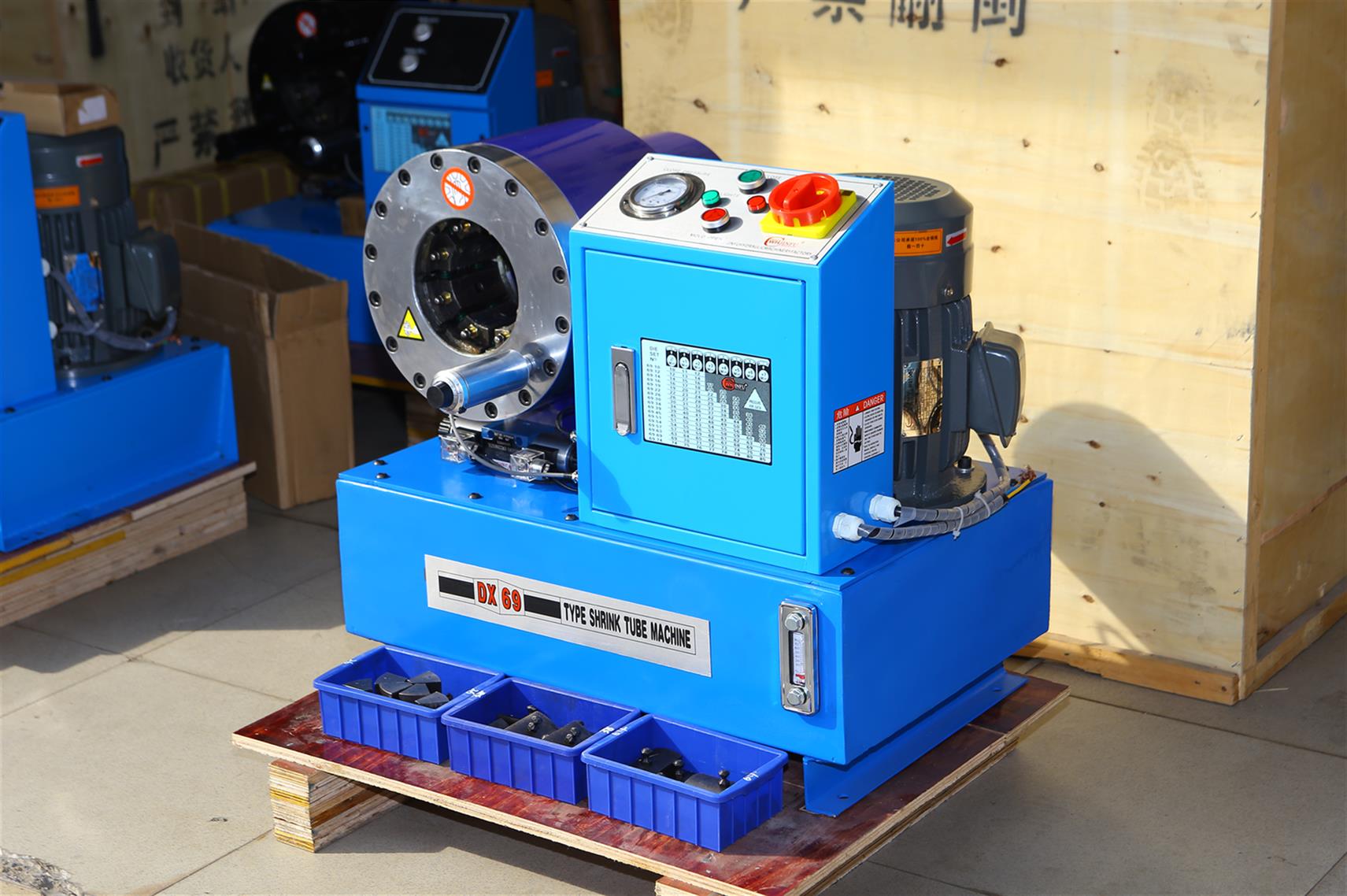
压管机采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动都是依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。
胶管压管机液压系统由电 机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速 回位的目的,且速度可调、噪音和系统压力降低。

如何分辨压管机质量优劣
1、看:是通过目测观察扣压机、压管机选用的液压配件和电器元件是否为产品或是正规厂家生产的;电路配置是否规整;油站管路设计是否合理;连接处有无渗油现象。如以上通过了目测,可以进行下一步检测。
2、听:把设备接通电源后启动,听设备运行声音是否正常。如有异常噪音,往往是因为电机和油泵安装同轴度不达标造成的,另一种可能是因为油泵排量与管径选择不合理造成的,再有就是由于选用的电机或是油泵的质量不是很好引起的。
3、测量:后对设备的主要参数进行测量
3.1 让设备处于空运行的状态,用手触摸各个模座块,手感不应有抖动现象,否则视为不合格产品。
3.2把设备装上模具,扣压一个样品接头,用卡尺或是千分尺对扣压接头进行测量,圆度和锥度均应扣制在0.1mm以内,算是优良。
3.3 模座硬度和模具硬度也是设备以后能否正常使用的关键。客户可以要求厂家用台式或是便携式硬度计对模座或是模具进行检测。当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时,将会影响胶管的扣压质量。
3.4 后是察验设备模座的八瓣均分度和模具的平齐度。好的设备会对此两项做控制调整,而一些质量低劣的设备是不控制上述两项参数的。
http://hfkouyaji.cn.b2b168.com