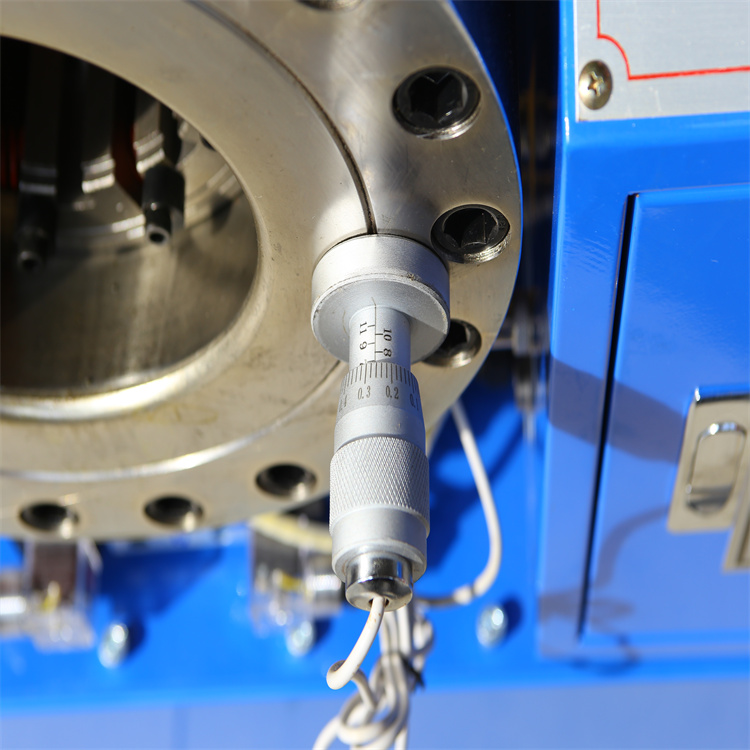
扣压范围Φ6—Φ64mm
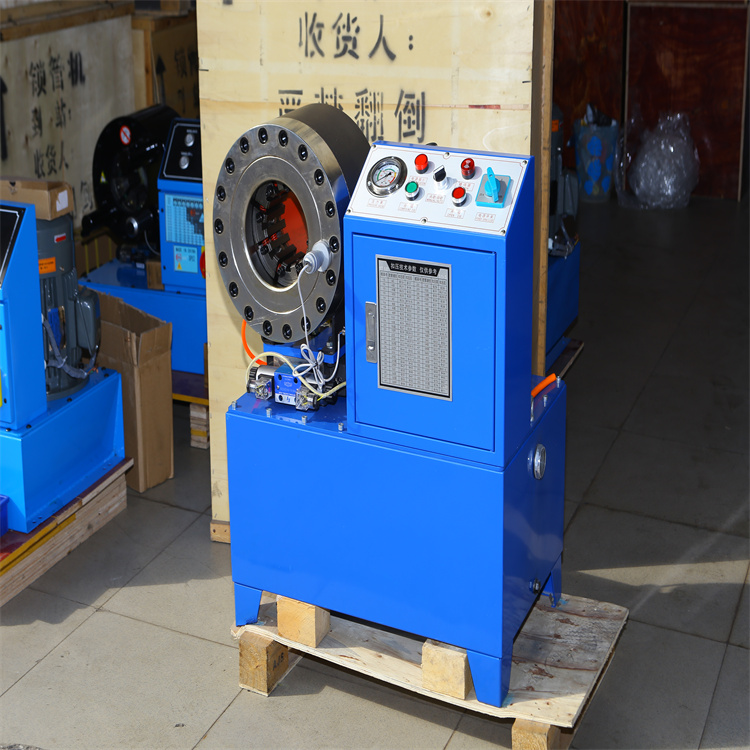
扣压力3600KN
额定压力25 MPa
电机功率3 .7KW(220V/380V电源可选)
整机重量320kg
服务地区全国
所在地东莞
运输方式物流
扣管机扣压时要尽可能将接头置于模具中心,不要压在六角螺母上。

立式压管机的主液压缸在外工作,由于环境差,活塞经常被油泥包裹导致活塞有划痕,划痕达到一定深度时,液压机的压力达不到要求,且活塞运行阻力大,必须更换活塞。由
于该活塞材料采用铸钢,毛坯要求时效处理,制作周期长,影响生产且成本高。
由工作原理可知,该液压缸工作时活塞主要承受压应力, 扭转力矩小, 要求往复运动表面光滑且耐磨性好。因此, 对运动表面采用镀硬铬的方法来恢复尺寸,因为镀硬铬层具有耐磨性
好、耐热性高、硬度高、接触粘接性低和化学稳定性好等特点。
但镀铬要注意:
①镀硬铬工艺分散能力很差, 形状过于复杂较难满足要求,尤其要避免小于90°的内角, 以防引起该部位无铬层沉积的可能, 将镀铬与非镀铬尖角倒成105°。
②镀层厚度应合适,较厚的镀层虽然可以**它的工作持久性和更高的导热性,但是镀层厚度的增加,铬层的韧性会有所降低,故不能**过0. 4mm。
③镀铬后表面的表面粗糙度值会加大,且镀层越厚表面粗糙度值增加越大,因此镀铬后,加一道磨削工序( 磨削余量建议为0. 1 ~0. 2mm)。
④镀硬铬时由于电流效率过低,大部分电流消耗在氢的析出,故较易扩散到镀层和基体金属的晶格中,从而降低疲劳强度, 影响动、静负载强度。故镀铬后, 应在200 ~220℃条件下处
理2 ~3h, 经驱氢处理之后可去除渗入镀层和基体中60% ~70% 的氢, 从而大大的减轻了脆性而不会降低其硬度。
宏帆扣管机是怎样发展作用的
压管机在马达驱动的泵,输出液压油,鞭笞扣压油缸内的柱塞向前运动,柱塞,两个内套头的前排座椅采用了摆布对称锥推进模具径向收缩,胶管扣压完成模块。当缩短到达设定值的规模,扣压主动遏制电磁阀回,液压油进入两个敞开缸,鞭笞扣压柱塞反向运动,模座在绷簧感染下股动模块康复。压管压管机主体作业组织。完成往塞式气缸驱动,对固定在前方板上的绷簧压头不竭压紧和放松。将装好的接头放入绷簧压头中心圆孔内恰当位置,发动马达,驱动油泵,经过节制电磁阀换向,驱动油缸活塞行进按套筒内锥孔紧缩绷簧用的锥形头,完成分层的方针。按下按钮,翻开模具,紧缩活塞在相反的标的目的从动移动,这时能够将胶管接头从压管机取出。
扣管机编程及操作加工采用数控伺服电机驱动数
压管机高精度伺服电机和滚珠丝杠间隙消 除装置使进给速度快并有好的准确性压管机具有切屑处理器。压管机采用数控伺服电机驱动数控刀架。 压管机编程及操作加工 重点难点 教学目的与要求 数控车床 加工概压管机加工 工艺分析压管机加工 的编程 数控车床 编程实例 典型数控车床 操作方法和 安全规程压管机具有程序存储功能 现代数控机床控制装置可根据加工形 状,并把粗加工的加工条件附加在指令中, 进行内部运算,自动地计算出切削轨迹。压管机采用机械手和棒料供给装置 既省力又安全,并提高了自动化和操作效 率。 压管机工合理化和工序集约化 可完成高速度高精度加工及复合加工的目 的。压管机编程及操作加工 重点难点 教学目的与要求 数控车床 加工概述 数控车床加工 工艺分析 数控机床加工 的编程 数控车床 编程实例 典型数控车床 操作方法和 安全规程压管机的组成及其作用压管机主体压管机主体主要包括床身、主轴箱、床鞍、 尾座、进给机构等机械部件压管机数控装置(CNC装置。
http://hfkouyaji.cn.b2b168.com







