扣压范围6-51
机器扣压力4600KN
电机功率3 KW(220V/380V电源可选)
油泵排量10 ml/rad (380V)
整机重量230kg
服务地区全国
是否定制是
运输方式物流
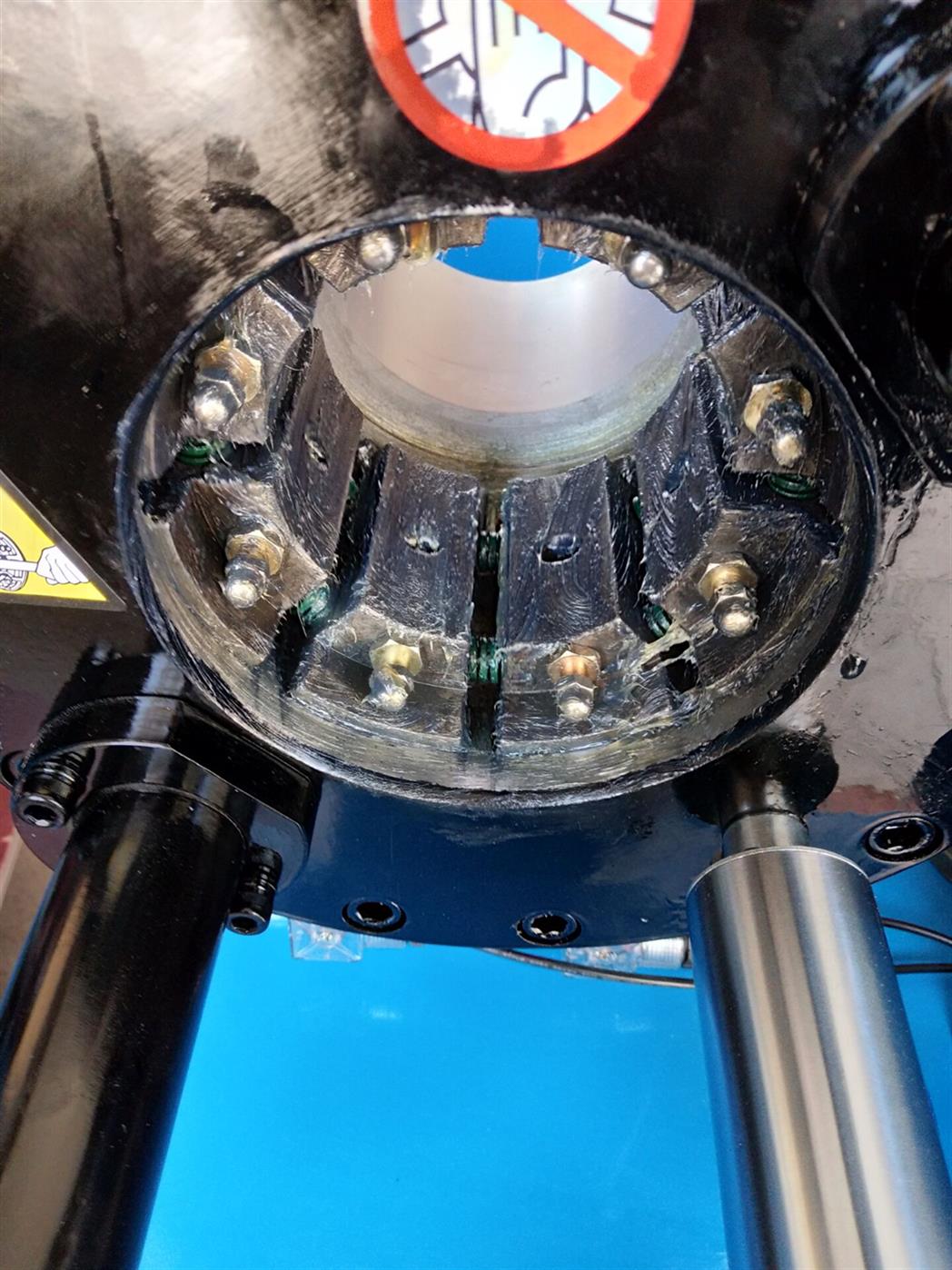
用了很多年的扣压机里面的联轴器把它拆下来怎么样才能不拆坏它,而且拆起来比较轻松呢?
其实这个很简单,
1, 用电转在中心上面打一个孔 一般就是10MM
2, 然后就拿个凳子坐在这里,慢慢抽烟,用修汽车的WH40, 就是螺丝松动剂,喷到打的孔里面,吸几口烟,看见孔里面没 有了就喷下,不用一会儿,你就可以用拔子了。用液压拔子几下就弄下来了 。没有就用原始人方法。
你说的是个办法,在拆下图的大杠时(直径120,长度四米),我们试过,在上部两根大杠的**部打眼,倒液压油浸一夜,第二天能把大杠砸出来。但下面两根大杠只能打侧孔,而侧孔是留不住油的,无法拆卸。
由于大杠与大板间锈死面积较大,可能要打多打几个孔浸油才行。这个孔也是不好打的,又上不了摇臂钻。
也可以可以先用液压拉马固定带上力然后用火焰稍微加热一下。

扣压机出现故障如何自己维修
1.电动扣压机研制设计中的问题
扣压机存在弯管截面变形率不符合国标,弯管角度补偿难以控制,链条的使用寿命不够,控制电路容易损坏等问题。这些属于设计的问题,针对薄弱环节采取有限元技术分析,对参数优化设计,可得出理想的结果。对控制电路容易损坏问题,在振动测试,温度测试,功能测试,寿命测试的基础上,筛选出合格匹配的元件,优化参数。
2.扣压机支撑辊轮在弯管过程中前后摆动
钢管与水平面的夹角通常设计为零,由于加工制造误差及弯管过程中的各种弹性变形,夹角不可能为理想中的零,当弯管向前运动时,支撑辊轮向前变形,夹角也会随之。钢管弯制程中前倾或后倾时,造成弯管支撑辊轮在工作过程中前后摆动。提高支撑辊轮的刚性及保证辊轮润滑,可以使摆动趋近于零。
3.噪声与共鸣
噪声影响用户使用弯管设备的舒适度,是衡量缩管机质量的重要指标。国内大功率缩管机的噪声一般在80dB以上,尤其在温度较低的场所,不仅噪声大,而且有共鸣现象。国外大功率缩管机的噪声一般在76dB以下。
缩管机机架是焊接而成的箱体结构,类似于音箱,对于噪声有放大作用。同时在温度较低的场所,由于润滑油脂的黏度,密封圈收缩等而使运动阻力,进一步加剧了噪声的产生。机架焊接过程中一定要确保焊接件质量,减小焊接变形,增加合适的加强筋,使音箱效应难以形成。同时,使用耐低温的润滑油脂和密封圈,可减小噪声。
总之,液压扣压机研制过程中应该多试验,多进行现场测试,注重细节。
扣压机适宜采用叉车搬运,并以压管机底部受力,压管机严禁倒置。特别添加抬手,方便没有叉车的用户随意搬置。严禁搬抬扣管机头及电机、电器箱部位。
扣压机接电:将电源线接在扣管机规定的电源上,启动电机观察转向,电机转向应与电机所标方向一致。如果电机转向和所标方向不一致,请调换其中两根火线位置。
http://hfkouyaji.cn.b2b168.com







