扣压范围Φ6—Φ64mm
电机功率3 .7KW(220V/380V电源可选)
整机重量320kg
随机模具十三套
服务地区全国
运输方式物流
压管机扣压油管步奏:
用户在扣压高压管时,如果扣压量过小,那么接头与胶管间压得过松时,在油压的作用下扣压胶管在使用初期便有可能从接头中脱出,如果扣压量过大,那么接头与胶管压得过紧,容易导致胶管内层受到局部破坏,产生裂纹,液压油会从破裂处直接进入钢丝层,再沿钢丝间的缝隙窜到外套尾部渗出,或一直沿钢丝层窜到某处积聚起来,使外层胶产生鼓包甚至破裂。
液压油管在扣压时,也不能扣压速度过快,那样容易造成内胶损坏和钢丝层断裂,使胶管在使用中过早损坏。实际操作工作中,在更换高压胶管时,所选用胶管的长度、钢丝层数、接头形状和尺寸都要合理,而且应尽量减小胶管弯曲程度,大部分液压高压胶管的损坏都是由于制作不当造成的。
1、采用双液压回路运作原理,即活塞的进退及模具的张口和收缩运动都是依靠液压动力源产生的动力。它不仅移动平稳、回程快速,也不会发生像弹簧回位,使模具张不开而锁死的现象。而且油缸锁紧系统设计都是前后贯通,易于扣压各种异型弯头。
2、液压系统由电 机、油泵、电磁阀、调压阀及液压阀组成了具有进退运动的双液压油路,而且在双液压油路中还增加离一个快速泄油阀油路,以达到更加快速 回位的目的,且速度可调、噪音和系统压力降低。
3、在电器控制系统方面,控制电路适用PLC电路,它检修电路容易、维修方便、更 换简单。
4、扣压模具及模座采用无累计误差式加工工艺,以保证扣压后产品的扣压线条间隔均匀,无大小头现象。
5、为了扣压机的机械精度及寿命,在锁紧机构组件上,不仅选择了合金钢材料,而且采用的热处理工艺。所以扣压机较长的使用寿命 :与选材、热处理、机械加工工艺及结构的合理性是密不可分的!
扣压机是我公司的主导产品之一,是集国内外同类产品之综合优点设计制造,具有体积小、 重量轻、结构紧凑、操作简单、油路设计、效率高、性能可靠,具有手动扣压、半自动扣压及全自动扣压且扣压速度可调等优点。

压管机常规操作保养
1、操作人员必须按工艺规程操作。
扣压机
2、机器停止使用后,必须切断电源。
3、调换模具时,一定在停机后进行。
4、模具座与模具结合面应保持清洁,不得有金属屑等硬物。
5、开机前在模座斜面上注入润滑油。
6、在装模块前必须拧紧定位螺丝。
7、调压阀必须调整在规定压力下。
8、工作时严禁将手伸入内部。
9、检修电器部分时必须遵守电工安全规章
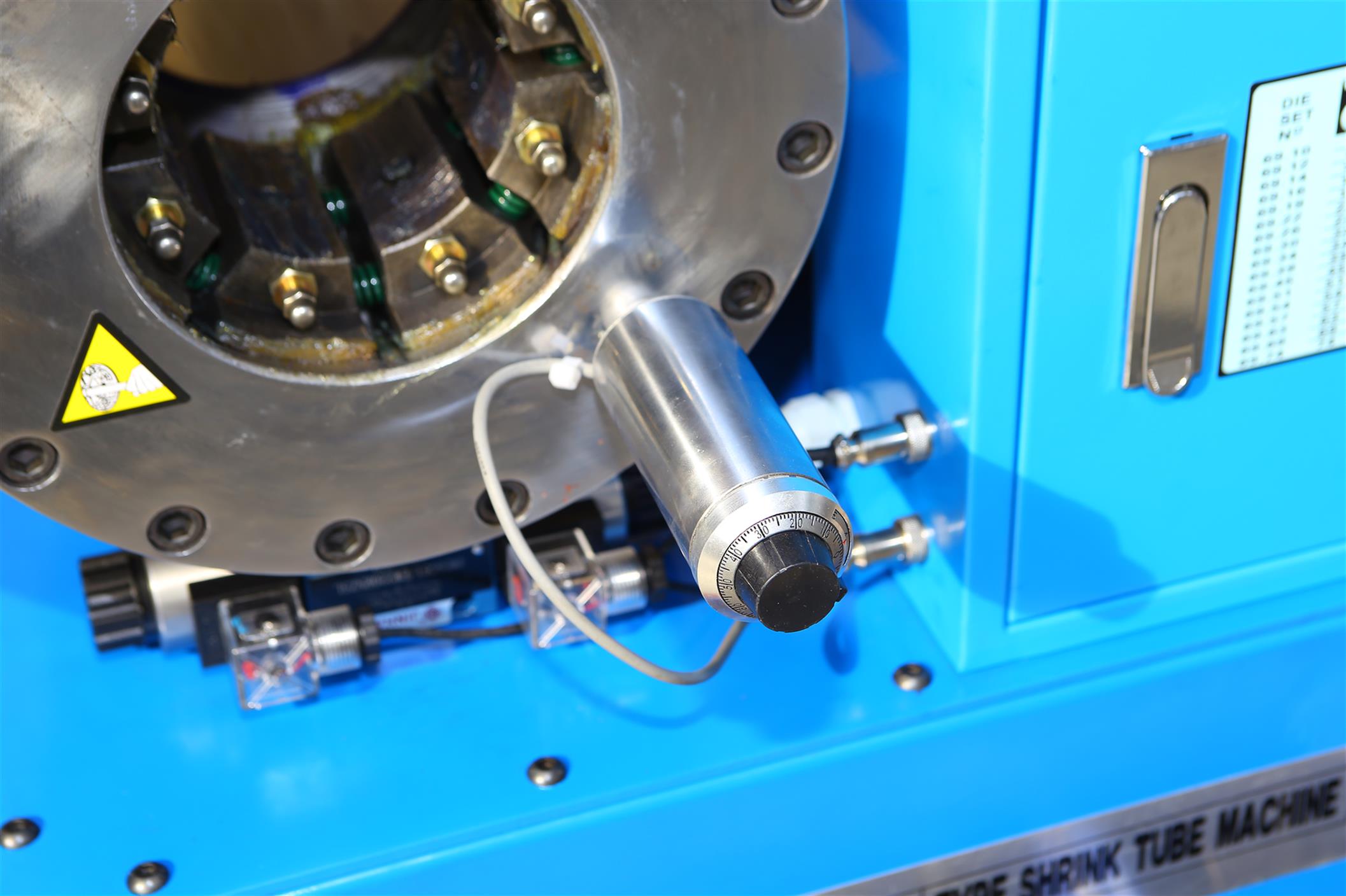
压管机操作
根据所扣压胶管的规格,按锁管技术参数参考表选择合适的模具安装到模座上,
并按表中数据调整好标尺位置即可锁管。锁管结束后,用卡尺测量扣压后管套外径尺寸是否符合参数参考表数据,
如不符,则精调标尺,直至符合要求为止。因管套的生产厂家不同,其具体尺寸、材质、硬度等不尽相同,
这些因素都会对锁管结果造成不同程度的影响,因此,表中数据仅供参考,详细数据以压力试验为依据。

压管机是我公司的主导产品之一,具有体积小、 重量轻、结构紧凑、操作简单、油路设计、效率高、性能可靠。
http://hfkouyaji.cn.b2b168.com








